
Process
STAY CONNECTED AND SIGNUP TO RECEIVE INSIGHT updates
You’ve probably heard about managing your work using the Pareto Principle, or the ‘80/20 rule’. The idea being that 80% of outcomes derive from 20% of the causes. The causes may be clear in retrospect. But how do you know what to focus on in advance?
Organisations are complex and interdependent in nature. What one person believes will improve the organisation is usually limited to their domain expertise. Many times, individuals can’t see the global impact of their localised perspectives. Compounding the issue, management rewards behaviours using metrics and accounting systems that optimise local priorities at the expense of the business as a whole.
Such conflicts jeopardise the organisation’s performance and hold back enormous potential because they encourage people to work against each other. This unintended consequence is a big problem in large companies where the common goal is obvious—make a profit—but where competing interests often lead to misalignment. In our age of disruption, it’s akin to people carefully tending their patch of trees while a wildfire is ripping through the forest.
‘Focus on those things that count’ is a good mantra and excellent advice. The problem, of course, is that what you imagine might count, may not be what actually counts. And worse, what ‘counts’, in large organisations, is determined by politics—with clashing egos and personal agendas setting priorities and determining what is deemed ‘urgent’. It becomes a matter of opinion. Or who shouts loudest.
So, is there something to help organisations cut through the noise? Is there a way to align behaviours across the enterprise and hone in on what will objectively contribute to the goal of any business? Namely, making more money now and in the future?
We think so. And it’s called the Theory of Constraints (TOC). The founder of TOC, Eli Goldratt, was once asked to summarise it in one word. His answer? ‘Focus.’
Focusing a lens on your organisation
TOC is a powerful lens that helps organisations get beyond the insular illusions of organisational silos and focus objectively on doing those few things that will contribute positively to the bottom line. TOC poses three simple yet powerful questions of the organisation:
What to change? What to change to? How to make the change?
Goldratt analysed the persistent problems that arise in managing business operations and asked these three questions in order to find out how they could be irrefutably solved. A physicist by academic training, Goldratt was inclined to elegant and logically articulated solutions to complex situations. TOC is a true theory in the sense that it is a falsifiable hypothesis.
Goldratt’s solution proceeds from the hypothesis that all systems, in business or otherwise, have constraints or bottlenecks. If that weren’t the case, the output of the system would tend to infinity. Or the time a project takes would collapse to zero. Since no business produces an infinite return on investment—or completes projects instantly—it is therefore proven that constraints exist and that they govern the rate at which value is created.
We all know anecdotally that a chain is only as strong as its weakest link. TOC acknowledges the reality of these weak links, or constraints, in business and provides a framework for how to manage them—instead of having them manage us.
Not satisfied with conventional management practices and incremental improvements, Goldratt sought a means of identifying the deepest sources or leverage within an enterprise and how to take advantage of them. TOC is not chiefly about things like process improvement, waste reduction or quality control. It’s about making money.
TOC is designed to identify and maximise the value of activity performed at or by a company’s most scarce resources. These resources (constraints) are what determine the level of financial performance the business is able to achieve as a whole.
“The constraint governs the rate at which value is created.”
Even so, in most organisations, the three questions (What to change? What to change to? How to change?) usually elicit a multitude of opinions but few objective answers in relation to achieving the goal of the company of making a profit.
So Goldratt developed a process he called the ‘Logical Thinking Process’ to painstakingly validate the robustness of his solutions. In taking a deep dive into the conflicts that plagued production, project management and distribution operations, Goldratt uncovered a common factor contributing to the deterioration of quality, due-date performance and lead time, all of which have a substantial impact on the bottom line.
Underperformance for the most part, he discovered, is caused by management’s lack of knowledge about how to successfully manage a company’s constraints and the inherent variation or ‘uncertainty’ that disrupts the flow of value produced by those constraints, by over- or under-loading them. This observation is applicable for any given operational environment.
To remedy this gap in managerial knowledge, Goldratt consolidated the solutions into a five step continuous improvement process, called The Five Focusing Steps.
Goldratt’s steps included words like ‘subordinate’ and ‘exploit’. Over many years of delivering TOC in our consulting practice, we’ve found we start off in defensive mode justifying these rather unfriendly words. After all, do people really want to ‘subordinate’ themselves or be exploited? Of course, Goldratt didn’t mean it like that. But since systems are run by people, if we want to change the way they think about their work, we need to consider our language. So we reworded his phrases to be more inspiring. It’s no coincidence that the first letters of these phrases create an acrostic: FOCUS.
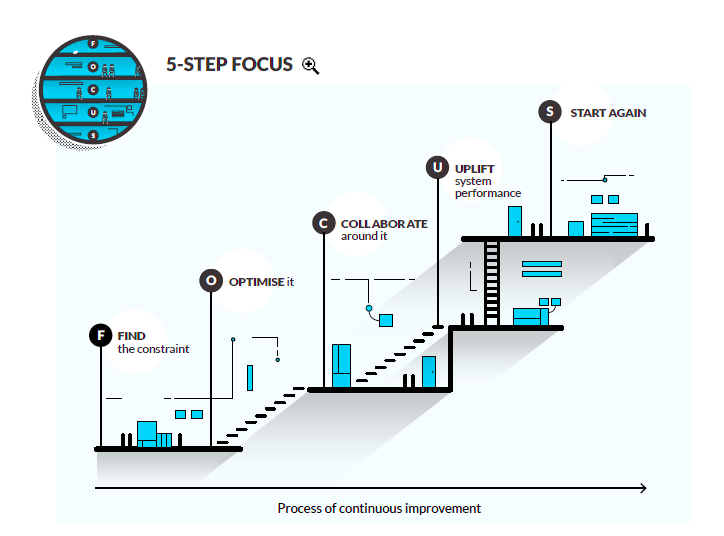
1. FIND the constraint
Which resource is the most overloaded? Is it a process? Or a person? It could even be the market itself. And a company can also determine where to place its constraint by design to control the process of value creation.
2. OPTIMISE it
Is the constraint ever idle? The constraint should do ‘only’ that which ‘only’ the constraint can do. (We call this the ‘double only’ mantra—you need the word twice to capture the whole meaning.) As far as possible, a company’s constraint needs to be 100% utilised, since it’s the constraint’s activity that determines total business performance. Its needs should be prioritised over the needs of other resources (non-constraints) which become free to support the constrained resource.
3. COLLABORATE around it
All other resources are not constrained and therefore have capacity relative to the constraint. When required, they must assist the constraint, ensuring it is 100% utilised in performing value added work. Non-constraints not only don’t have to run at capacity—they shouldn’t, as their extra output is wasted and even creates more stress at the bottleneck. This is an eye-opener for those managers bred to aim for 90% utilisation across all resources.
The first three steps prioritise activity based on value contribution, focusing only on those things which deliver bottom line results. Applying them correctly typically yields a 25% improvement in performance that was latent in the system.
4. UPLIFT system performance
Add additional capacity to the constraint. This usually means investment. In other words increase the amount of value the constraint can produce.
5. START AGAIN
After elevation, the constraint will shift to another location in the value chain. To avoid the inevitable inertia when the system settles down you must go back to step one. This is why it’s called continuous improvement.
In later posts, we’ll look at more of what Goldratt called the ‘proven solutions’, which cover Project Management, Production, Distribution and even accounting. They are the bedrock on which the Ensemble Way is built.
Ensemble brings innovations in productivity to the planning and performance of work in a changing world. Let’s redefine what’s possible.
