
Operations | Process | Resources | Strategy
STAY CONNECTED AND SIGNUP TO RECEIVE INSIGHT updates
How do you make sure you have the right amount of inventory to service your commitments, without tying up any more cash than you need to? This problem lies at the heart of distribution and replenishment. Luckily, there’s an unconventional solution.
[Listen to audio version, read by David Hodes]
If you’re out of stock, you can’t produce, repair, overhaul or sell, unless you spend more than you budgeted on expediting—if that’s even a possibility. Alternatively, too much stock, often of the wrong type, incurs costs in management attention, storage, writedowns to sales discounts, perishment or obsolescence.
You have a distribution problem when consumption locations are remote from the production location and the tolerance time of the buyer or end-user is much shorter than the time it takes to make the product available at the point of consumption. How can we solve this dilemma? Build a better crystal ball? Forecasting demand down to the item and the location it is required is as complicated as predicting the weather. It’s very challenging to know who will need what, where and when.
If we assume you are part of a for-profit organisation, then the organisation’s goal is likely to be to maximise profits now and in the future. To state the obvious, you must protect sales and, at the same time, reduce costs. To protect sales, your instinct is to hold high inventories, mostly because replenishment time is long, you cannot accurately predict demand and supply is unreliable. However, to reduce costs, you have the competing impulse to reduce inventory because of its effect on your cash balances, operating expense and write-offs.
The standard compromise
In most distribution systems, the compromise is to choose a time interval and determine a target level for each product according to the forecast consumption over that interval. Often, the selected interval is adjusted according to the resulting total investment in inventory the organisation calculates it can afford. When this prevalent idea is applied, the accountants usually report the full value of inventory and relate it to the number of times stock turns in a year. So, for example, you could get a statement like: ‘We’re holding $20 million in inventory, about three weeks’. The trouble is, this could be zero stock for some fast-moving items and enough for a year or more for others. Anyone who has ever had the dubious joy of doing a stocktake has come across the aged, the comatose, the dead and the fossilised classes of inventory.
“Forecasting demand is as complicated as predicting the weather”
It stands to reason that you should target the level of investment in inventory according to the maximum forecast consumption within the average replenishment time, factored by the level of the unreliability of the replenishment time. Given this heuristic, the prime parameters used to determine the inventory target are, therefore:
- The level of consumption
- The replenishment time
- The variability in consumption
- The variability in replenishment time
The higher the level of service you require, the more emphasis you should place on the variability. However, the really big leverage resides in correctly understanding replenishment time. So, how does replenishment time impact the level of inventory in the system? The consumption point should order inventory to the target: consumption within the replenishment time. As a result, the distribution system has, on the way from the production point, inventory equal to the forecast consumption within the supply lead time. Also, at the point of consumption, it will have inventory equal to the forecast consumption within the order lead time, minus the ongoing sales.
The really big leverage resides in correctly understanding replenishment time.
Both the rate of consumption and the replenishment time have a direct impact on the inventory target, but replenishment time also has an indirect effect. The forecast accuracy deteriorates with the length of time of the forecast. Thus, the longer the replenishment time, the higher the variability in consumption is likely to be. Also, in many environments, the longer the replenishment time, the higher the variability in replenishment time, as more things could go wrong. This compounding of complexity means that doubling the replenishment time more than doubles the inventory target.
The batching puzzle
Since the replenishment time is the critical factor in determining a suitable inventory target, let’s take a closer look at some of the ramifications of paying insufficient attention to bad practice when it comes to addressing replenishment times.
Point-of-consumption batching: Often, producers will offer a lower price for goods if you, the consumer, order large quantities. Also, it is usually quite complex and requires a lot of management attention to determine what to order from whom and when, so you tend to batch your orders. Compare what you currently do to the unconstrained case where you would reorder every time you consumed or sold a unit. No minimum order quantity for production, shipping or storage—simply use one, buy one. Doing the thought experiment does not say that you can turn your world into the unconstrained one, but it does bring to the front of mind how much batching is going on at the point of consumption.
Production batching: Production people like to run large batches. They tend to do this because they can improve their production efficiencies by saving setups. They will accumulate sales orders until large ‘economic’ quantities have been reached, and only then will they start producing.
Transport batching: Shipping containers filled with product is less costly, on a per-unit basis, than using a truck or ship half-filled with air. Thus several orders are often combined to achieve the goal of minimising transport costs.
It’s easy to see that not only do we create more inventory than we need in our systems when we take the above three types of batching into account, but we also make the whole logistics puzzle far more challenging to solve, with each node in the network looking to optimise its piece of the puzzle at the expense of the whole. It does little to address the main problems: being out of stock of what you need, and having too much stock of what’s not required.
The power of aggregation
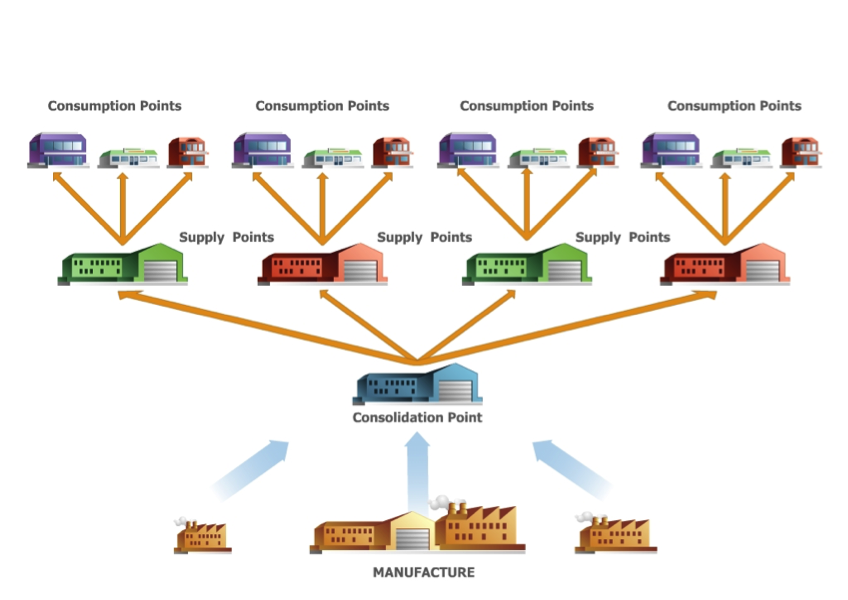
Before we solve this batching issue, let’s get some insight into the variability component of the inventory target. Below is an illustration representative of most supply chains. Manufacturers produce goods and deliver to a distribution point. From there, there is a V-shape reaching out to several supply points which branch out further to the ultimate consumption points. The consolidation point could be a national staging hub, the supply points the regional warehouses and the consumption points the individual stores or local warehouses.
If we focus on the consumption points and map the demand for product over time, we might get something that looks like the diagram below.
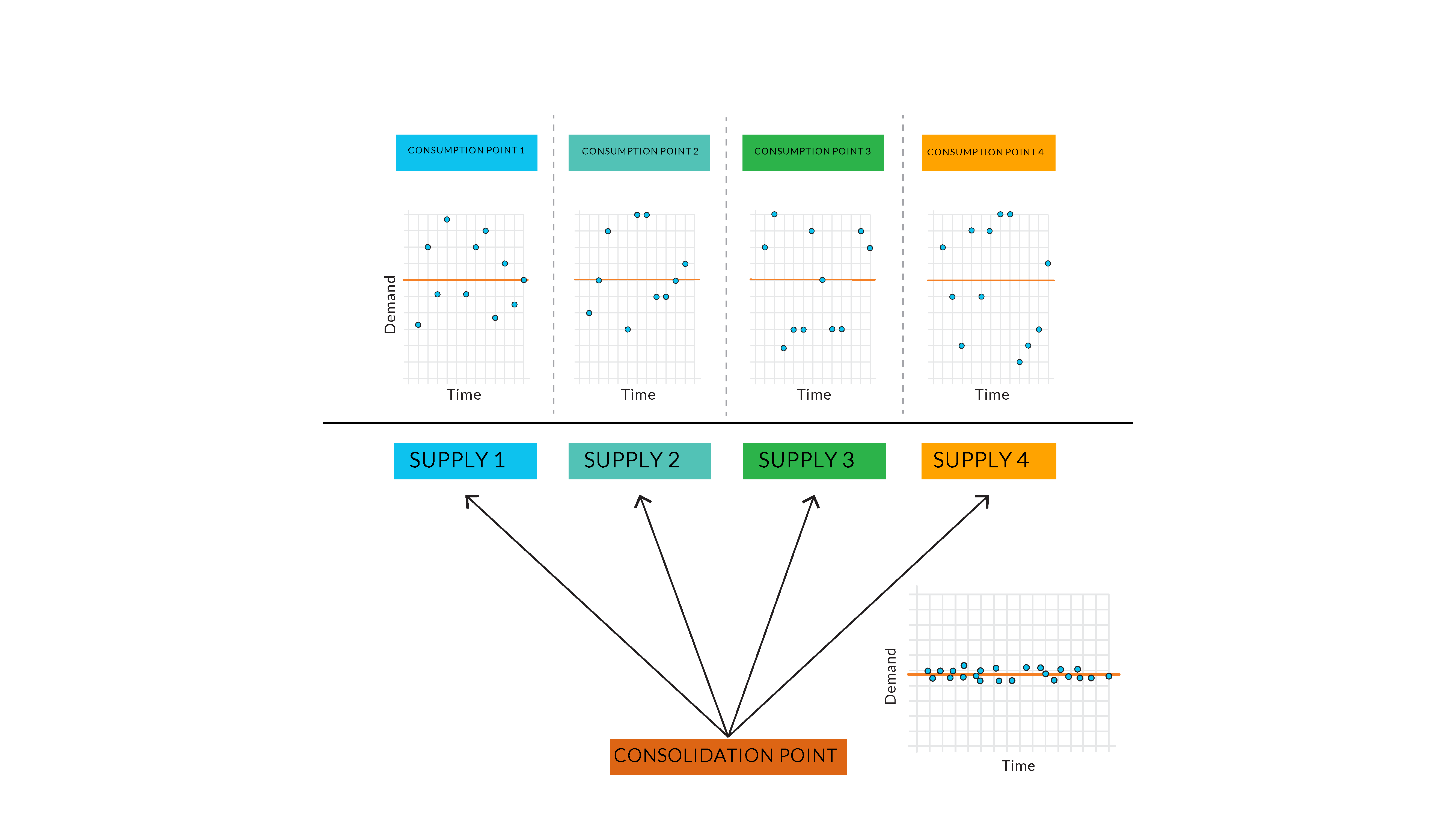
The orange horizontal line associated with each consumption point represents the average demand from each consumption point. It would be challenging to address all of this variability in each one of the endpoints of this supply chain. If you have decided to hold inventory to the average consumption, then some days you’ll be sold out and will miss production or revenue, and on other days you’ll have too much.
But, what if we go down to the supply point, and have a look at how the demand from each of the consumption points is aggregated? You’ll notice that the demand over time is far less volatile and thus makes managing the inventory much easier. On a given day when a consumption point has a high demand, another consumption point is likely to have low demand, and the net effect is a far more steady flow of product. What counts, then, is the lead time it takes to go from the supply point to the consumption point: the shorter that lead time, the less inventory required at each of the consumption points. By the same reasoning, if there’s also a rapid replenishment time from the consolidation point to the supply point, the overall inventory held in the system is reduced. If production can quickly resupply the consolidation points, then all the better for the system as a whole.
So where to hold your inventory?
The underlying principles of the Theory of Constraints (TOC) replenishment solution therefore demand that you keep inventory as deep down in the ‘V’ as you can, giving you the benefit that aggregation provides against local uncertainty. But, at the same time, you do everything possible to reduce the batch-sizing and hence delays in lead time caused by the ordering, production and transport processes.
It is very counterintuitive to hold inventory away from the consumption points. But, if you apply the principles of Constraint Accounting, you can come to understand the business benefits of doing so. You may incur some marginal additional costs associated with more frequent and smaller shipments, but what you gain in the reduction of inventory and improvement in due date performance will usually dwarf the downside.
To recap, the essentials of the TOC replenishment solution include:
- Establish the plant (central) warehouse as close to the point of production as possible
- At each place and for each product establish the inventory target according to the formula: consumption within the replenishment time
- Move to ‘order daily, replenish periodically’
- Monitor the inventory targets according to the buffer zones (the management of the dynamic buffers is too detailed for this article but easy enough to understand)
- Re-examine policies of ‘make to stock’, ‘make to availability’ and ‘make to order’
- Educate people within the system in the principles of the TOC replenishment solution and ensure the correct KPIs are used to encourage behaviour consistent with doing what’s best for the system as a whole
____________________________
What’s next?
The change from standard thinking to Theory of Constraints (TOC) is both profound and exhilarating. To make it both fun and memorable, we use a business simulation we call The Right Stuff Workshop.
We’d love to run it with you. To learn more:
- download the brochure (no email required)
- schedule a call
____________________________
[Background image: Fulfilment at work, Shutterstock]“May the power of aggregation be with you.”
____________________________
