
Operations | Organisation | People | Process | Strategy
STAY CONNECTED AND SIGNUP TO RECEIVE INSIGHT updates
It matters little whether you are producing motor cars or bank loans, testing software or processing patients through admissions to the emergency room; Drum-Buffer-Rope (DBR) will simply deliver more throughput, on time, in less time than any other competing production scheduling method.
[Listen to audio version, read by David Hodes]
In this article, I’d like to give some practical tips on setting up this ingenious scheduling system and use the production of chocolate assortments as an example. I have used DBR in a wide variety of different applications, in both white and blue-collar settings. The power of the method is that it works anywhere you repeatedly produce products or services. DBR was the first method Goldratt developed once he had his brilliant flash of insight that, for any system, it is the constraint that governs the rate at which value is created.
In brief, for production systems, when we apply the 5 step Focus, we call the constraint the drum. Why the drum? Because it beats the synchronising rhythm of all other components of the production system. The buffer protects the drum from running out of work. The rope releases new work into the system at the production rate of the drum. I’ll shortly work up an example of this process.
However, before I do, it’s worth mentioning that in addition to DBR, there is a practice called buffer management. Through this process, we can develop a robust means of sustaining the continuous improvement of our production system. We do this by measuring the frequency and causes of a job missing its scheduled production slot and use statistical analysis to determine the root causes of non-compliance to schedule. Combining DBR with buffer management provides the means by which you too can achieve outsize increases in throughput, reduction in work in process, significantly better due-date performance and much-reduced lead times.
Now, let’s go make chocolate.
The first activity is to define your system at an appropriate level of detail. We want the resolution to be good enough to understand the basic flow but not so detailed that you risk getting lost in the weeds. In this example, we’ll tackle the assortments business. You know the sort – where we have a box filled with various small units of a range of different products. We might receive some of these variants from another plant and hold them as inventory, along with raw materials and packaging we
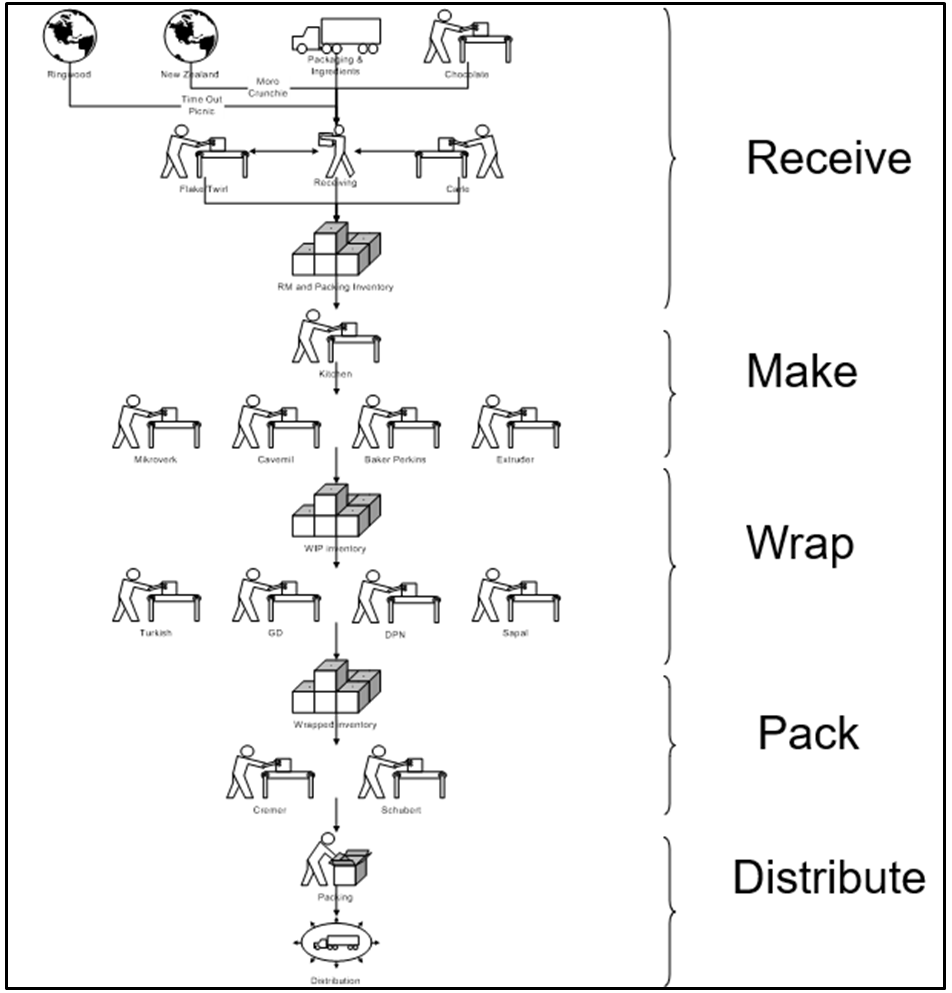
need for those variants we’ll be making in our plant.
In all of the complexity of the plant, it turns out that the boxing of the different varieties of chocolate determines how much we can produce in any given shift. In this case, it’s a particular machine called a Cremer. From the diagram, you can see that the Cremer can take up to 12 different varieties of chocolate, measure them onto a conveyor at around 80 units per minute, pass them through a
weigher, drop them into a box filler, pass the boxed product through a date coder and send the thus weighed and labelled boxes through a diverter to the next appropriate step in the routing process.
But, we need to be careful – what is the real constraint? Is it the rate we can select and place chocolate on the conveyor, or is it the number of boxes we can form per minute? Both of these operations could run at a rate of 80 boxes per minute, but it turns out that the boxer is less reliable: every once in a while, a box can get gummed up in the folding mechanism, and production will drop.
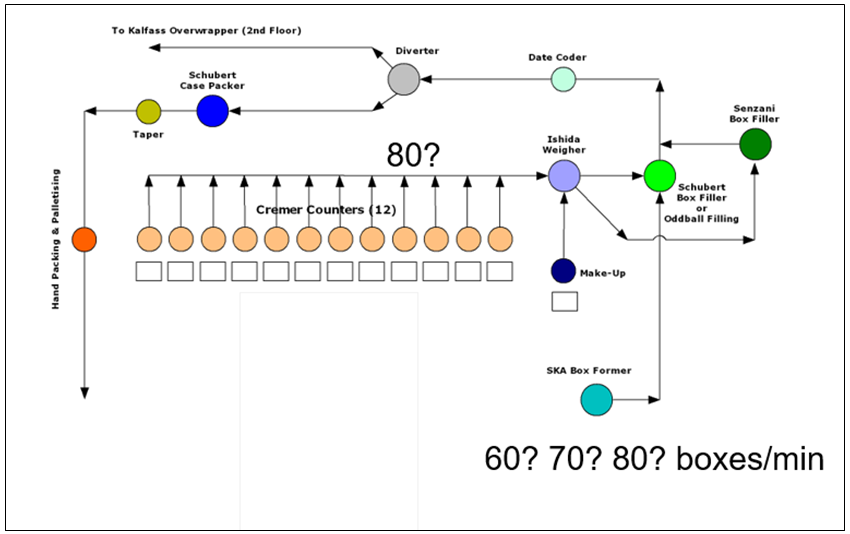
Now that we have found the drum, our next step is to optimise its production. We do this by applying the ideas of finite scheduling, as in the diagram below. We know how much of each type of variety we want to make and then optimally schedule the drum in accordance with the volume called for by the demand plan. We take account of both production time and set-ups. For example, when we switch from 100g boxes to 250g boxes, the materials and settings on the box former have
to be changed, and we need to consider this downtime. Therefore, when we do the changeovers, we make them as short as possible. Using the lean tools of Quick Changeover and Poke Yoke (foolproofing) can significantly reduce changeovers and ensure the optimisation of production.
The next activity is to design the job card. Once again, use both science and art to ensure that the job card contains enough detail to be useful, but not so much that it merely replicates what your ERP system has in its bill of materials (or bill of requirements in a non-manufacturing environment). Usually, the job card has the metadata of the work order, the quantity, the production duration, the due date, the customer (where applicable) and the like. In this instance, making chocolate, we split the body of the job card into two sections – one for packaging materials and one for the naked
Please note, deliberately blurred for confidentiality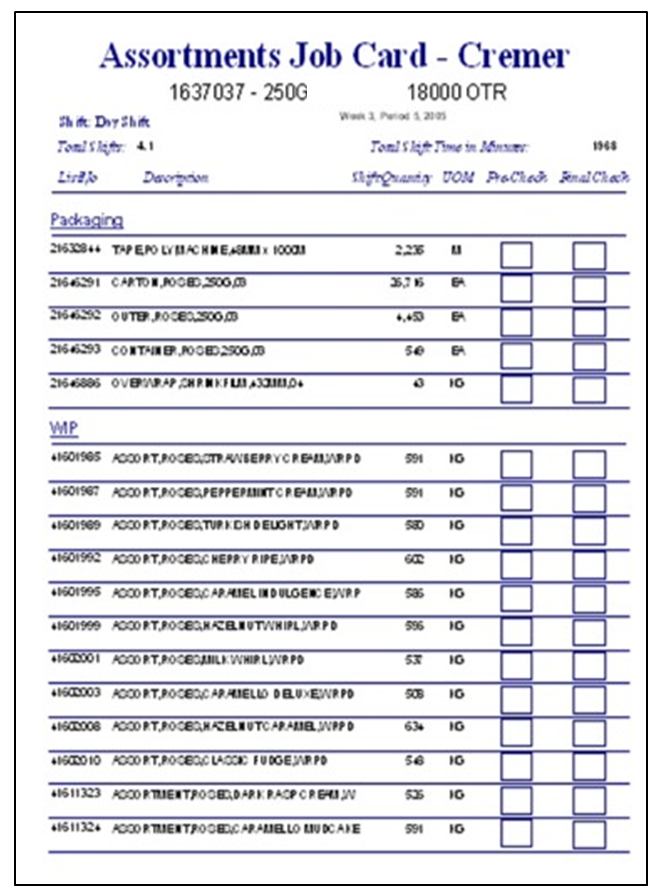
chocolates labelled below as Packaging and WIP (work in process).
This part of the job card contains the stock-keeping unit (SKU) number, the description, the quantity required for this particular production job, the unit of measure and boxes for pre-check and final check. We lay these cards out on a buffer board, made big enough for everyone involved in production planning and control to stand around at a daily toolbox meeting. In the board’s design, we allow for the number of shifts it should take to go from raw materials to ready for processing at the drum. In the example below, this amounts to 9 shifts, and we call it the “rope length” – being the rope part of Drum Buffer Rope. Of course, the more reliable you become, the shorter you can make the rope, and the less inventory you have in your system.
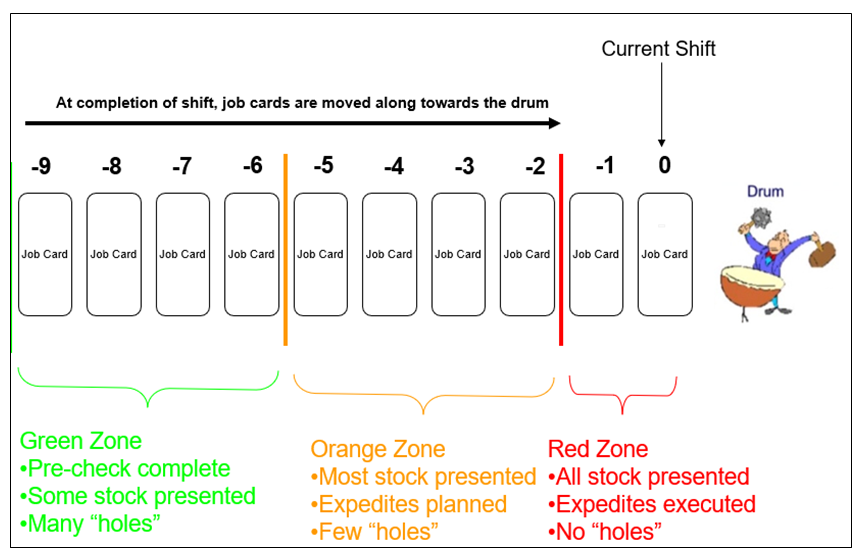
We always split the buffer board into three zones – that is, we take the rope length and divide it in three. These are the green, orange and red zones. In this case, between 9 and 6 shifts out from the scheduled date with the drum, you would expect the pre-check to be complete, some stock will be present in front of the Cremer, and there will be many “holes” in the job cards.
The actual buffer board below illustrates the idea of holes in the buffer. We place green stickers on the job cards once the check against the called for activity is complete. At the end of each shift, we move all the job cards one position to the right. When the cards arrive in the orange zone, we would expect to see most stock in place, any expedites will be planned, and there should be few “holes” –

that is, missing green stickers.
When we are three shifts away from the scheduled date with the drum – in our case when our production batch will flow through the Cremer and fill the presentation boxes with the chocolates, we would expect all component parts to be presented, the expedites to be complete, and there be no holes in the buffer.
The whole idea is to have a very visual display of the progress of any given production order. At a glance, all the different people responsible for production planning and control can get an immediate read on the likelihood that the Drum will miss a beat.
Now for the part that deals with continuous improvement. Because we know all of the component parts required to fulfil a production batch, we can use the job card to gather data on what was missing when a particular job missed its “Drumbeat”. We collect the data of “holes” in the buffer and use Pareto analysis to determine which cause or causes of delay are most frequent. By selecting the top three to work on, we can drill deep using techniques such as five whys and focus our improvement teams where we know their efforts will make the most significant difference.

In summary, if you want to achieve remarkable productivity gains in your production environment through the use of DBR:
1. Establish your process flow at the appropriate level of detail
2. Quantify the capacity available at each process step based on the demand for each unit of production
3. Find which process step represents the bottleneck to overall process productivity and declare it the ‘drum’
4. Build a drum schedule based on the finite capacity of the drum, accounting for any set-up and changeover times
5. Design a job card capable of easily communicating job readiness
6. Use the rope to signal the release of the inputs into production
7. Build a buffer board to display the job cards in their scheduled sequence
8. Closely monitor ‘holes’ in the buffer in the green and orange zones and expedite where necessary
9. Record reasons for holes in the buffer and use Pareto analysis to work on the highest leverage improvement opportunities
____________________________
What’s next?
To get a flavour of the cohort experience, come to the Systems Thinker Foundations Workshop. It’s free, and you’ll leave with a framework you can immediately apply to your organisation. I hope you’ll join me.
Got a more urgent challenge? Schedule a free call with me.
We’d love to run it with you. To learn more:
- download the brochure (no email required)
- schedule a call
____________________________
[Background image: Chocolates, Jessica Loaiza on Unplash]
____________________________
